Introduction
Liquid silicone rubber (LSR) molding applies the most common manufacturing method of liquid injection molding, it molds raw LSR materials into a wide range of products. Different from standard reaction injection molding process with pressurized impingement mixing. Liquid injection molding uses mechanical mixing methods, it is mainly applied for liquid silicone rubber (LSR) and similar elastomer materials.
Injection molding of High Consistency Rubber (HCR) is the oldest technology of silicone rubber parts fabrication, it continues in widespread practice. Nonetheless, liquid injection molding is the most optimal choice for many manufacturers of rubber parts. In reason of its superior product performance like durability, flexibility, accuracy and tensile strength. In addition, liquid injection molding has high level of automation and 24/7 production ability.
The primary key to flexibility of liquid injection molding is the unique properties of liquid silicone materials. These materials have superior heat and flame resistance, withstand high temperatures over 250℃ and low temperature as -90℃. Furthermore, LSR material has unparalleled form-ability, this allows transparency or coloring of finished products.
Liquid injection molding is applied almost every industry, including: automotive, aerospace, medical, defense, electronics, appliances, textile, food. Liquid Silicone Rubber has excellent thermal, chemical and electrical resistance, this facilitates its wide range of applications, such as component seals, o-rings, isolators, cables, valves, and electronic components. LSR can maintain its integrity in sterilization, and its bio-compatibility make it safe for skin contact medical devices.
What is LSR Molding Process?
Liquid silicone rubber (LSR) is the common material in Liquid injection molding (LIM) process. In this process, we apply spring-loaded pin nozzle to prevent machine hardware from clogging by materials. This spring-loaded mechanism creates higher injection pressure than the extruder barrel, in order to keep the channel unblocked.
The pump system is also used to bring together apportioned mixing of LSR. One plunger contains base forming silicone with strengthen additives and fibers. While another plunger holds base silicone with catalyst. Each silicone material will be pumped into a static mixer with 1:1 ratio, then trigger mixing reaction.
Then we will inject this liquid mixture into a sealed mold, and heated at temperature of 180℃to 200℃. Meanwhile, the fluid silicone material initiates curing within the heated mold, then ejects out once harden. Sometimes, manual removal is applied for complex silicone structures. This process is reverse to thermoplastic operations, in which plastic materials are heated in the injection barrel and cooled down in the mold.
Furthermore, our engineering team apply computer-aided design (CAD) tools to increase LSR injection molding efficiency. It can run simulations to determine the most effective processing regiment and conditions, evaluate results and check integrated components. In addition, thermal imaging technology can assist engineers to pinpoint production mistakes in molding defects and design irregularity.
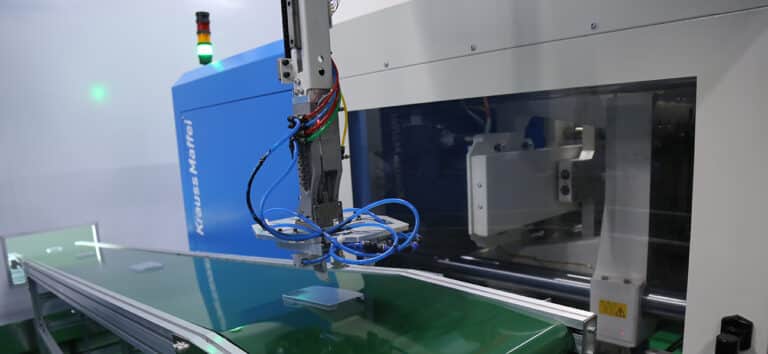
Liquid Injection Molding Machine
Normally, liquid silicone rubber material is divided into two components A and B in a kit. The key component in two-part LSR injection molding process include as following:
- Supply drum: These liquid silicone containers or plungers connect to the pumping system. Normally, two-container setups also include a third pigment container.
- Metering units: This metering device pumps two liquid silicone material (A and B) in predetermined ratios, to ensure a steady concurrent release.
- Mixer: This static mixer combines liquid silicone materials from the metering unit, then the blended material will be pressurized and pushed into the mold.
- Injectors: This device transport LSR forming material into pumping mechanism by pressurized force. Machine operators can adjust injection pressure and rate according to project specifications.
- Nozzles: The liquid forming compounds flow into the mold through the nozzle. It has an automatic shut-off valve to prevent the mixture leaking or overfilling.
In the ideal production process, the basic LSR injection molding machine should be lean and compact. In addition, secondary devices should be configured to satisfy specific project requirements.
LSR Molding Design
LSR molding process starts with proper design as any manufacturing process. Silicone Rubber injection molding has similar design elements as plastic injection molding. However, liquid silicone material has very high shrinkage rate and high flash tendency during molding. Designers and engineers mitigate these issues by correct tolerance plan and extra element assimilation in mold design, in order to reduce flash possibility.
The liquid silicone molding provides more freedom to designers and engineers than conventional injection molding. Furthermore, LSR part only requires consistent flow into the mold, never requires high heat and pressure to melt the material. So designers have more flexibility and geometry.
The design process determines up to 80% of injection molded parts cost. Moreover, it also impacts quality, functionality, reliability, serviceability and manfacturability. Therefore, LSR designing is a complicated task, there are various factors according to final part requirements. Including:
- How it LSR part used?
- How does LSR part work with other components?
- What are LSR part weight, structure, impact, and load requirements?
- What is the cosmetic requirement?
- Is there any unusual characteristic in LSR part?
- Are there environmental conditions should be considered?
There are 9 important design parameters to consider in LSR molding.
- Maximum Part Size
- Wall and Rib Thickness
- Parting lines
- Undercuts
- Draft
- Gating and Venting
- Expected Tolerance
- Part Ejection
Material Selection for LSR Molding
LSR material selection is the most critical factor for successful silicone molding project. Standard grade LSR is appropriate for applications with basic physical properties. Furthermore, advances in LSR material result in significant improvements in product attributes, like thermal stability, aging resistance and rubble-like qualities.
The additive and other filler in LSR will increase it capacity to endure higher temperature, oil and other fluid environments. Such as, with phenyl units addition, LSR has excellent capabilities in low temperature. Adding phenyl fluid will reduce friction coefficient, and create parts with slippery surfaces as fluid bleeds out gradually. Some LSR has low friction chemically without fluid bleeding.
The latest LSR technologies create a self-adhesive grade LSR material, it is suitable for hard/soft over-molding or 2-shot molding applications. This LSR material eliminate the separate primer or another tool to bond LSR and thermoplastics. In addition, it also has cooling cycles closely with typical thermoplastics, this permits in-mold bonding of LSR and thermoplastic.
There are different types and grades of liquid silicone rubber, from tacky to soft touch in an array of hardness. Therefore, engineers should analyze the LSR material chemical compatibility and wear resistance, in order to satisfy meet environmental and performance criteria in project outlines.
Prototyping & Pilot Production
Once we finish tooling process, new parts design can be witnessed by prototyping and pilot production, there is a prototyping and pilot production checklist:
- Determine whether pats fit together
- Determine interior texture of the mold
- Make modifications
- Refine processes
We should fix other bugs and modifications to the mold, and refine processes with necessary. With tooling and processes refined, we can fine-tune materials and colors easily without any issues. The prototyping and pilot production will impact the efficiency and effectiveness of manufacturing process. Therefore, it will not only reduce fabrication cost, but also reduce time to market with best LSR products.
Full Scale Production
Liquid silicone injection molding has its unique challenges in part design, mold design, and fabrication process. While thermoplastic experience cannot substitute for these LSR expertise. Manufacturers require professional staff to execute these LSR project successfully. Miwo, as the most experienced manufacturer in China, has experienced engineering team and skill technicians to finish any LSR projects in the most cost-effective way. Therefore, our LSR molding capacity can guarantee your LSR production on time with high quality.
Evaluation & Quality Control
We follow ISO 9001:2015 quality standard to assure all LSR products meet the product specifications and deliver conditions as customer demands. In addition, our evaluation and quality control program depend on data-driven approach and continuous assessment.
The quality control program, including:
- Document and data control of most accurate information.
- Inventory control and identification.
- Process control to produce parts at right time.
- Testing and inspection of parts.
- Non-conforming controls to avoid inferior-quality parts.
- Handling, warehousing, packaging, preservation.
Fully document of all stages in material procurement, product manufacturing, and distribution.
Conclusion
In Miwo, we produce custom designed and high quality LSR, LSR over-molding, LSR 2-shot components. Our products are popular in automotive and industrial markets, as well as medical and consumer applications.
Contact us now for a free quotation of your new LSR project.